New Zealand SMC Trades & Technician Pathway 2026: Eligibility, In-Demand Jobs, and Residency Benefits wavevisas May 23, 2026
Lab Grown Diamond Price – Clean Origin Blog Guide to Smart Engagement Ring Value antiquecut10 May 23, 2026
Why Patent Registration in India Matters for Innovators and Businesses ipandlegalfilings@gmail.com May 22, 2026
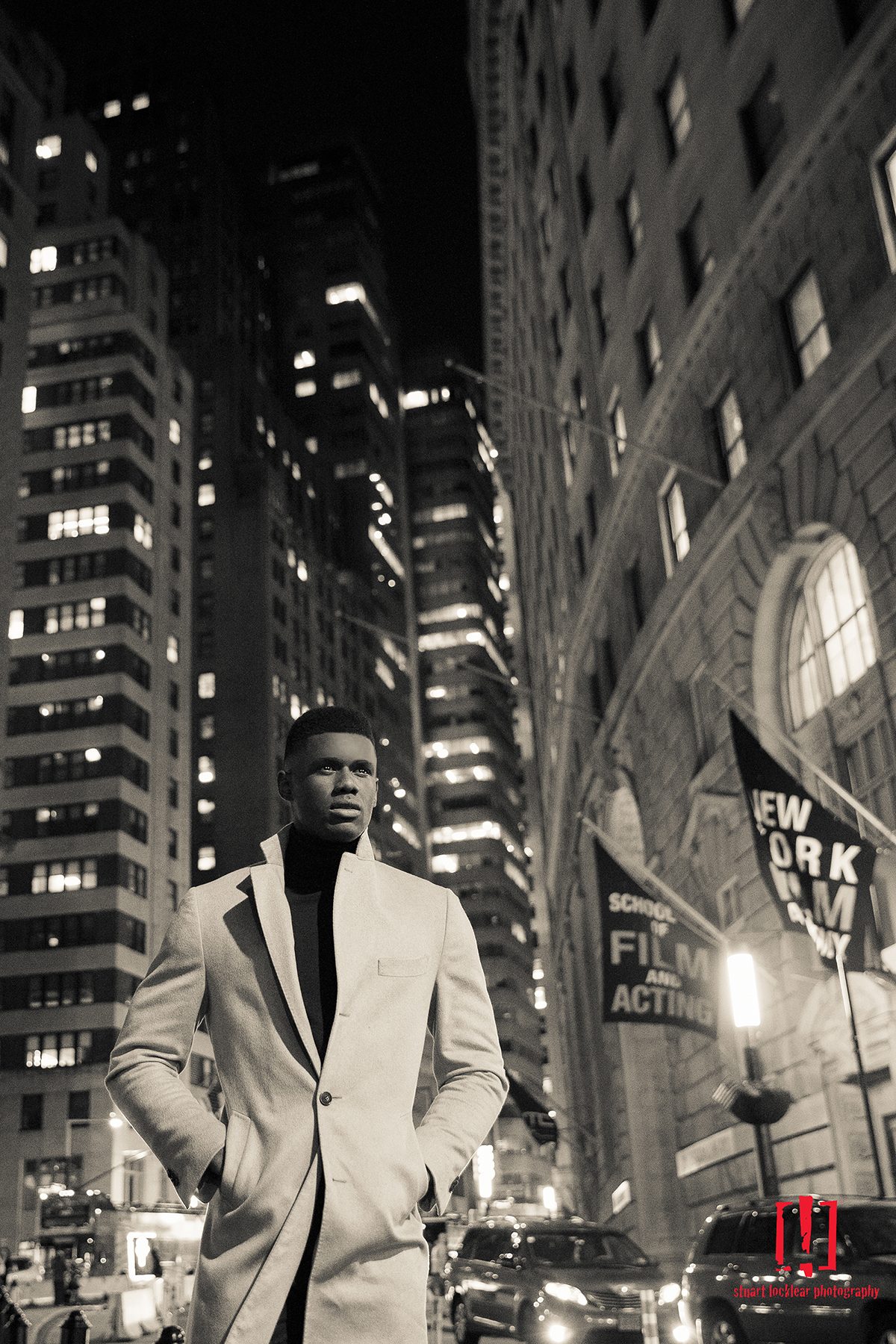
Why San Francisco Is One of the Best Cities for Fashion and Beauty Photography — And How to Find the Right Photographer anshikasehgal41 May 22, 2026
How To Turn Off Instagram’s New Instants Feature And Retract Photos Shared By Mistake circuitstory000 May 22, 2026
Time Tracking for Remote Teams Isn’t About Watching Employees. It’s About Running Work Properly primeteams May 22, 2026
Decoding NZ’s Red and Amber Lists in 2026: How Skilled Migrants Can Reduce Immigration Risk wavevisas May 22, 2026
Website Development Agency Mumbai: Build a Strong Digital Presence for Your Business Sigmaflux May 22, 2026
Understanding Calf Implants Cost with Advanced Surgical Options and Pricing Insights REVA123 May 22, 2026
Why Businesses Choose Professional Exhibition Stand Contractors in Germany tradefairbuild May 21, 2026